



The LIQUID EX by Tanktemp. The heat exchanger built for the wine industry
CALL
The LIQUID EX by Tanktemp. The heat exchanger built for the wine industry
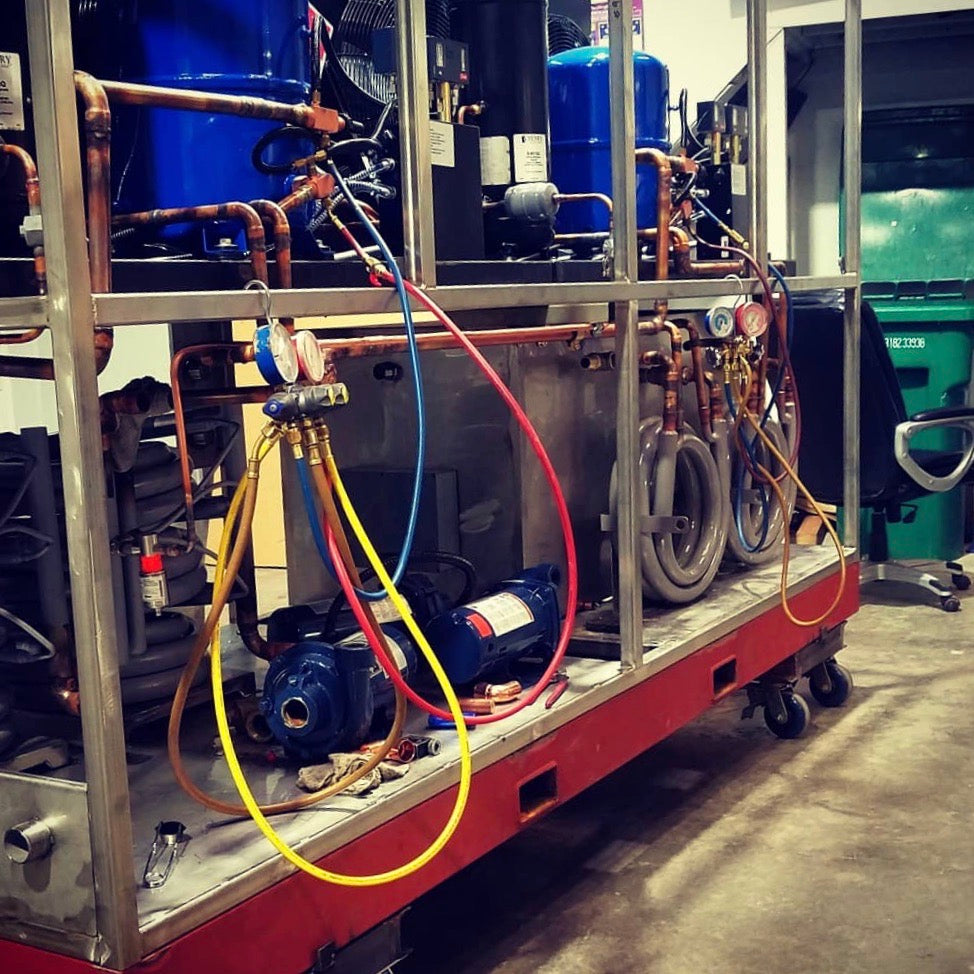
Tanktemp’s legendary Direct Exchange heat exchanger is now even more compact and impactful, specifically designed for the wine industry to handle wine, juice, and must. Unlike plate heat exchangers, The Tanktemp LIQUID EX is versatile enough to be used on must*, making it a valuable tool in modern wine making.
Pumpovers to heat or cool your product are now 100% controlable.
Unjacket tanks are now controlable.
Tanktemp DIRECT EXCHANGE units have become essential for maintaining precise temperature control throughout the production process, from fermentation to stabilization. At Tanktemp, we pride ourselves on offering advanced heat-exchanging solutions that meet the unique needs of winemakers, ensuring efficiency and quality at every step of the process. Experience the perfect blend of technology and tradition with Tanktemp as you craft the ideal bottle of wine.
The Role of The LIQUID EX Heat Exchangers in Wine Production
The Tanktemp LIQUID EX are indispensable tools that enhance every crucial stage of wine production. Specifically engineered for this purpose, they excel in maintaining precise temperature levels, ensuring that the wine reaches its highest quality. This precision in temperature regulation is crucial for developing the wine's distinct flavor profile, aroma, and overall excellence.
By providing consistent and controlled cooling and heating, the LIQUID EX plays a vital role in various stages of the winemaking process, from fermentation to clarification. They help winemakers achieve the perfect balance of flavors, making them an integral part of modern wine making.
Harvesting:
Imagine being able to cool your fruit as it comes simply by pumping the juice over the fruit.
The LIQUID EX allows 10F-30F temperature differences to be obtained by simply attaching the unit to your chiller and pumping the juice through and back over the fruit.
Grape harvesting is a pivotal stage in wine making, as it sets the foundation for the entire production process. The harvest timing is crucial and is determined by critical factors such as sugar content (measured in Brix), acidity levels, and the development of flavors. These elements must be carefully balanced to ensure the grapes are picked at their peak, creating high-quality wine with the desired characteristics.
Fermentation:
The LIQUID EX plays a critical role in the fermentation process, where grape juice is transformed into wine through the action of yeast. Maintaining the ideal temperature during fermentation is essential, as it influences the yeast's activity, impacting the wine's flavor profile and alcohol content. The LIQUID EX ensures that the temperature stays within the optimal range, preventing overheating or excessive cooling, which can lead to undesirable flavors or fermentation issues. By providing precise temperature control, these heat exchangers help winemakers produce wine with the desired characteristics and consistency.
Clarification and Filtration:
Achieving clarity in wine is paramount to producing a visually appealing and high-quality product. The LIQUID EX plays a crucial role in this process by aiding in removing unwanted particles and impurities. Through precise temperature control, these heat exchangers facilitate the stabilization and clarification processes, helping to eliminate any elements that could negatively impact the wine's taste or appearance. By utilizing The LIQUID EX, winemakers ensure that their wine looks pristine and maintains its desired flavor profile and overall excellence.
Stabilization:
The stabilization of wine involves carefully adjusting its chemical composition to ensure consistency and maintain quality over time. The LIQUID EX are vital in this process, offering precise temperature control that is crucial for maintaining the desired chemical balance in the wine. By preventing temperature fluctuations, The LIQUID EX help avoid unwanted reactions that could negatively impact the wine's stability, taste, and overall quality. This precise control ensures that the wine remains true to its intended character, even as it ages.
Malolactic Fermentation:
In certain cases, winemakers choose to undergo a secondary fermentation known as malolactic fermentation (MLF). This process involves converting the tart malic acid, naturally present in the wine, into milder lactic acid. The result is a smoother, softer wine with a rounder mouthfeel. Malolactic fermentation can significantly alter the wine's flavor profile, often introducing creamy or buttery notes, especially in certain styles of white wine like Chardonnay. This technique allows winemakers to create wines with greater complexity and balance, tailoring the final product to achieve a specific taste and texture.
Pasteurization:
Pasteurization is a pivotal step in ensuring wine safety, using controlled heat to eradicate harmful microorganisms that could spoil the wine or pose health risks. The LIQUID EX is essential in this process, providing the exact temperature control needed for effective pasteurization. This precise control ensures that the wine remains safe and stable, deactivates enzymes to preserve its flavor, prevents unwanted fermentation, and maintains the desired characteristics of the wine. Additionally, it helps winemakers meet regulatory compliance, ensuring that their product adheres to food safety standards while retaining its quality and appeal.
Quality Control and Testing
The LIQUID EX IS instrumental in quality control processes, ensuring that wine meets industry standards and specifications. By providing precise temperature management, The LIQUID EX enables rigorous testing and monitoring throughout production, helping to guarantee that the final product is of the highest quality. Integration into critical stages of wine production allows winemakers to maintain greater control over the process, ensuring that temperature-sensitive operations like fermentation, clarification, stabilization, and pasteurization are conducted optimally. This level of control leads to wines of superior quality and consistency, helping winemakers achieve their desired outcomes while meeting consumer expectations.
Key Advantages of The LIQUID EX in Wine Production:
-
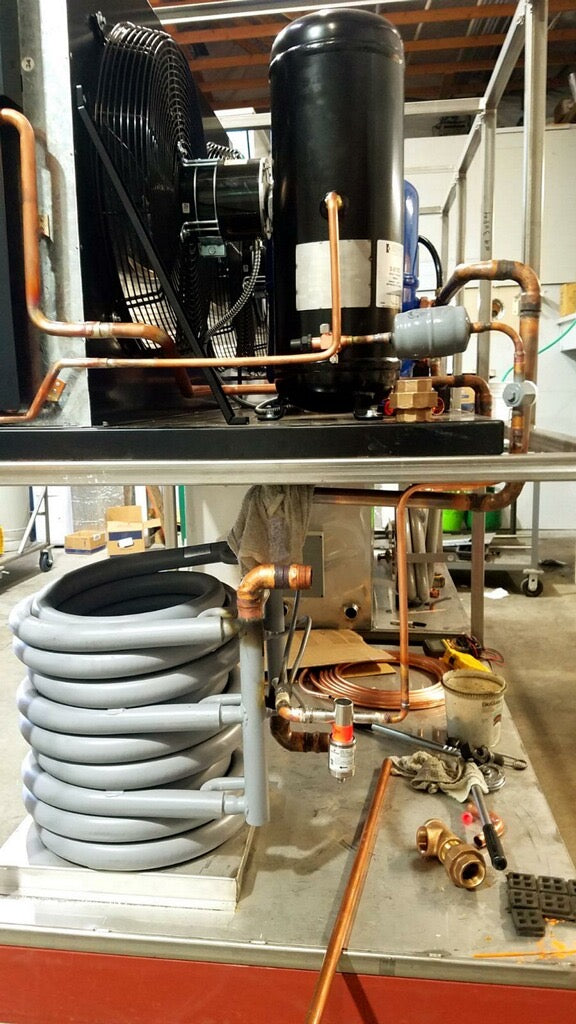
Efficient Heat Transfer: The LIQUID EX is designed for remarkably efficient thermal energy exchange. They can rapidly heat or cool wine to the desired temperature, which is critical for maintaining consistent quality in production. This efficiency optimizes stages such as fermentation and stabilization, allowing winemakers to achieve precise flavor profiles and wine characteristics.
-
Space Efficiency: The compact footprint of The LIQUID EX sets them apart from bulkier alternatives. The LIQUID EX streamlined design maximizes space utilization in production facilities, making them ideal for wineries with limited square footage. This space-saving feature ensures that valuable production space is used effectively.
-
Customization: The LIQUID EX is highly adaptable and can be tailored to meet specific operational needs. They can be customized to align with factors such as flow rates and temperature differentials, ensuring seamless integration into existing production systems. This adaptability allows them to become an optimized component of the overall production setup.
-
Easy Maintenance: Designed with accessibility in mind, The LIQUID EX facilitates easy maintenance. Winemakers can quickly access and clean the LIQUID EX, preventing impurities or fouling that could impair performance. This ease of maintenance minimizes downtime and ensures consistent and reliable operation.
-
Energy Efficiency: The LIQUID EX offers precise temperature control, which translates into energy efficiency. By minimizing the energy required to achieve and maintain desired temperatures, these heat exchangers help lower operational costs and contribute to sustainability efforts. Their energy efficiency aligns with the industry's trend towards environmentally-conscious practices, making them a favorable choice for eco-conscious winemakers.
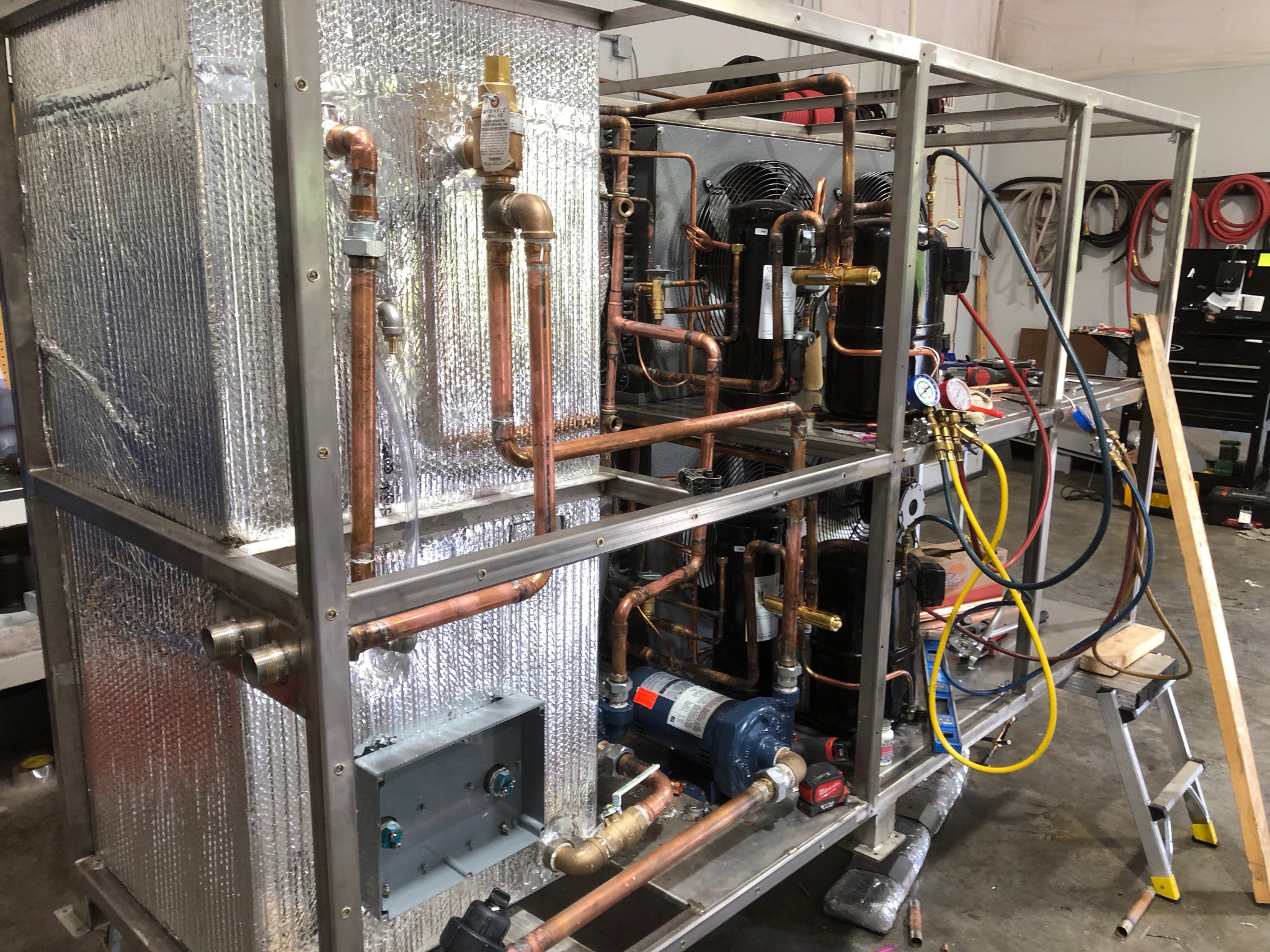
The LIQUID EX Solution
Flow rate of 2 GPM to 20 GPM.
Temperature differential will depend on the chiller/heat source attached. Expect a 10F+ temperature differential from the product entering to the product exiting the unit, with the input glycol or water being at least 20F different.
Glycol connection.
¾” male Quick Connects. Can be modified.
Product connection.
1.5” sanitary fittings. Can be modified.
Inlet and outlet thermometers to measure temperature differentials
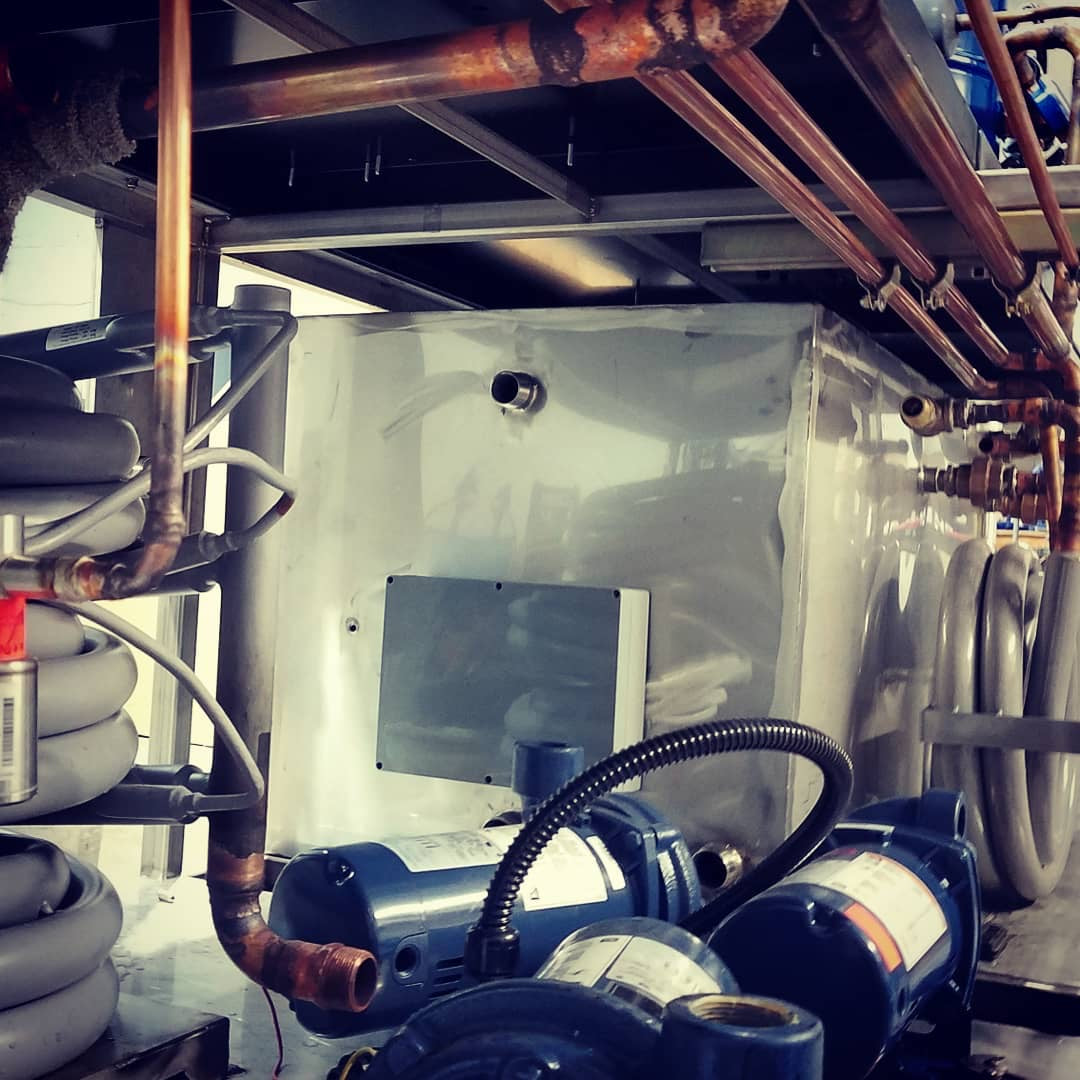
FULL STAINLESS DESIGN.
Removable sanitary fittings for easy cleaning.
Dimensions
35"×6.75"x6.75.
Optional Wheel Kit.
* Must pump over must be screened to prevent berries from passing through the unit.
* The unit has no heating or cooling capacity without being connected to a heating or cooling source.
Related Items









TANKTEMP GLACIER SERIES™ Chill-27 MULTI STAGE GLYCOL CHILLER
$34,900.00
Email or Call us at (503) 389-8818 for pricing information. CHILL27 13.5X13.5 13.5X13.5 27-HP 3-PH FLA 141 AMP MOP 184 AMP / 208-240V 3-PH FLA...
View full product details











TANKTEMP GLACIER SERIES™ 5X5 MULTI STAGE CHILLER AND HEATER OR CHILLER
$20,500.00
Email or Call us at (503) 389-8818 for pricing information. GLACIER SERIES 5X5 5X5 10-HP 1PH FLA 90 AMP MOP 130 AMP 208-240V 3-PH FLA...
View full product details

































{kind=link}
TANKTEMP GLACIER SERIES™ MULTI-STAGE STATIONARY CHILLER
$20,500.00
Email or Call us at (503) 389-8818 for pricing information. THE GLACIER 5X5 AND CHILL 27 HAVE THEIR OWN PAGES. GLACIER SERIES 7X7 7X7 14HP...
View full product details